На заводе металлоконструкций Reztsoff действует аттестованная лаборатория неразрушающего контроля (ООО «Мастер-Класс»), которая производит входной, операционный, приёмочный контроль оборудования и материалов при изготовлении металлоконструкций. Аттестованные специалисты лаборатории проводят техническую диагностику неразрушающими методами.

Контроль качества
Лаборатория неразрушающего контроля — ориентир на безопасность с соблюдением правил и требований


Контроль качества на заводе металлоконструкций Reztsoff это:
- аттестованные сотрудники, имеющие квалификационные удостоверения и допущенные в качестве специалистов неразрушающего контроля;
- сертифицированное и поверенное оборудование и инструментальные средства;
- методы визуального, измерительного, ультразвукового, радиационного контроля;
- руководство нормативной технической документацией.
Контроль качества выполняем с учетом:
- требований проектной и нормативной документации;
- функционального назначения металлоконструкций;
- технологии изготовления;
- условий строительства и эксплуатации;
- уровня ответственности.
Контролируем качество:
- материалов на стадии приемки, хранения, подготовки к резке;
- резки, механической обработки деталей;
- отверстий под болтовые соединения;
- заготовок из листового и профильного проката;
- промежуточной, контрольной, общей сборки;
- сварочных швов;
- маркировки металлоконструкций;
- антикоррозийной защиты.
Методы контроля на ЗМК Reztsoff



Визуально-измерительный контроль (ВИК)
Является самым простым и быстрым методом, и в тоже время, высокоэффективным средством для предупреждения и обнаружения дефектов. Он базовый и только после него применяются остальные методы неразрушающего контроля (ультразвуковой контроль, магнитный контроль и др.).
Контроль ВИК регламентируется инструкцией по визуальному и измерительному контролю РД 03-606-03, содержащую требования к квалификации персонала, регистрации результатов, средствам контроля, процессу контроля и способам оценки.
Визуальный и измерительный контроль проводится при помощи простых инструментов с использованием технологической карты.



Ультразвуковая дефектоскопия
Ультразвуковая дефектоскопия — метод контроля и поиска скрытых дефектов в материале путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей (дефектов), и дальнейшего анализа их амплитуды, времени прихода, формы и других характеристик с помощью специального оборудования — ультразвукового дефектоскопа.
УЗК эффективен при поиске воздушных пустот, неоднородности химического состава (шлаковые включения) и обнаружение неметаллических элементов.
Сварные швы являются самой массовой областью применения ультразвуковой дефектоскопии. Это достигается за счёт мобильности ультразвуковой установки, высокой производительности контроля, высокой точности, высокой чувствительности к любым внутренним и поверхностным дефектам сварных швов.
Рентгенографическая дефектоскопия
Предназначена для выявления скрытых дефектов в сварных соединениях.
Данный метод основан на поглощении рентгеновских лучей, зависящих от плотности среды и атомного набора элементов, образующих материал среды. При наличии дефектов лучи, проходящие через металл, ослабляются в разной степени. Интенсивность проходящих лучей позволяет определить расположение и наличие неоднородностей металла.

Этапы контроля



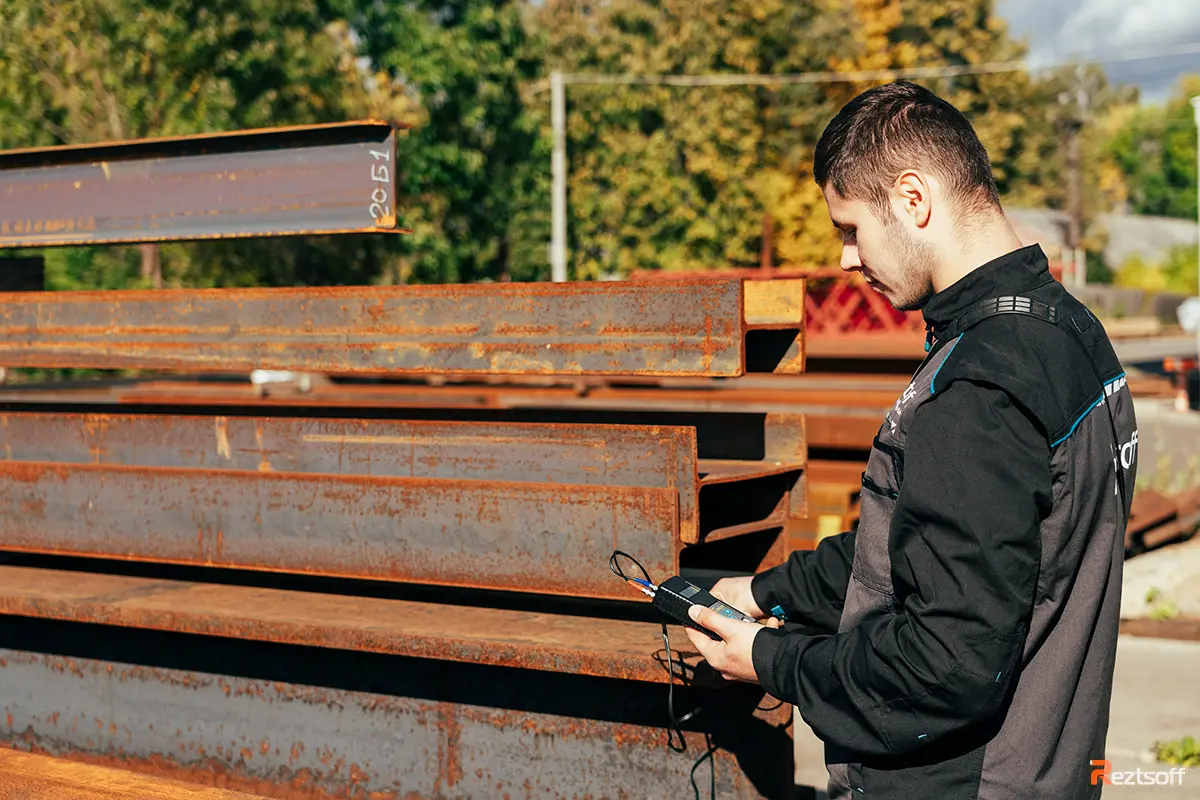


Входной контроль материалов
Входной контроль поступающего материала — важный этап производства. Данный вид контроля производится на заводе. Основная цель — предотвращение запуска в производство продукции, которая не соответствует требованиям чертежей КМ и КМД.
На данном этапе мы проверяем:
- соответствие данных в отгрузочных документах количеству поступившего проката;
- наличие сертификатов на металлопрокат (срок действия, номер партии, номер плавки, химический состав, механические свойства и т. д.),
- маркировку металлопроката;
- толщину стенок профильных труб, листового проката, двутавров, швеллеров;
- диаметр и стороны профильных труб;
- размеры стенок швеллеров, двутавров и уголков;
- высоту двутавров, швеллеров и других видов проката.
Операционный контроль
Операционный контроль проводится по документации завода-изготовителя. Исследуются выбранные элементы из одной партии, выявляются дефекты, проверяется соответствие конфигурации всех деталей проектной документации, оценивается качество сборки, надежность болтовых соединений и т. п.
Один из важнейших этапов операционного контроля — контроль сборки, обеспечивающий качество собираемости металлоконструкций на монтаже. На данном этапе проверяем геометрию (геометрические размеры согласно чертежей КМД, перпендикулярность конструкции, диаметры отверстий), а также качество сборки для качественной сварки: для этого выполняем контрольную сборку.
Приёмочный контроль
Приёмочный контроль производится при сдаче каждой партии металлоконструкций и их элементов. Проверке могут подвергаться как вся партия, так и отдельные элементы.
В данном случае проверяется:
- качество сварных соединений;
- антикоррозийное покрытие;
- соответствие конфигурации и техническим параметрам проекта;
- маркировка.
Работы по контролю осуществляются специалистами нашей лаборатории неразрушающего контроля.


Оборудование
При контроле качества используем инструменты:
- набор ВИК;
- дефектоскоп ультразвуковой А1212 «MASTER»;
- толщинометр ультразвуковой A1209;
- рентгенографический дефектоскоп Арина-3.
По результатам работы лаборатории выдаётся заключение, которое подтверждает качество сварных соединений.

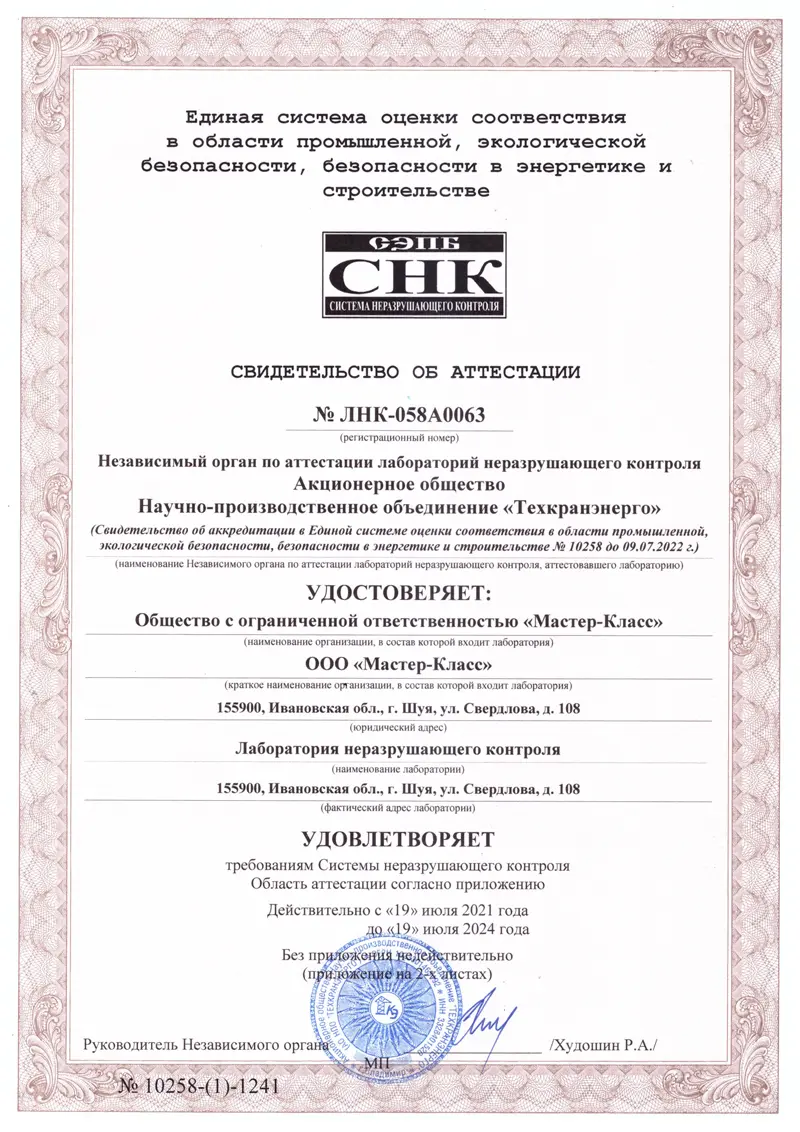
Аттестаты и лицензии


Лучше один раз увидеть,
чем сто раз услышать!
Приезжайте к нам на завод металлоконструкций Reztsoff — мы покажем вам весь производственный процесс с точностью до самых мелких деталей.
Узнайте подробности об экскурсии
![]() или просто позвоните нам:
или просто позвоните нам:
+7 903-889-74-55
![]() Брошюра
Брошюра
«Резцофф. Завод металлоконструкций»
(PDF, 1.67 МБ)